一、系统概述
螺旋式空压机广泛地用于工业生产中,在用的设备中,有很大一部分没有配置变频调速系统。其控制方式采用加/卸载阀来控制空压机的供气。由于用气设备的工作周期或是生产工艺的差别,使得用气量发生波动,造成空压机频繁加载、卸载。空压机卸载后电机仍然工频运转,不仅浪费电能而且增加设备的机械磨损。因此对空压机进行变频改造具有改善电机的启动和减少空载运行时间、达到节能电降耗的目的。
1、系统现状
改造前系统示意如下图所示:
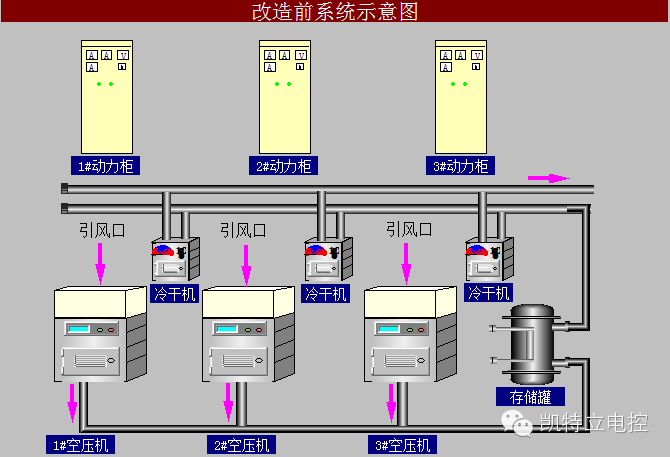
改造前系统示意图
2、主电机机启动方式
三台空压机主电机均采用星一角降压起动,但起动时的电流仍然很大,会影响电网的稳定及其它用电设备的运行安全。
3、空压机组运行模式
三台空压机独立运行,单机控制。
二、改造方案
针对云内动力事业部3台空压机的启动方式和运行方式,考虑一次投资成本回收周期,我们确定2台辅机加1台主机的改造方式即1台空压机变频运行,另外2台工频运行,通过PLC采集管网压力,控制3台空压机协调运行,把管网压力控制在范围之类。
1、变频调速柜
考虑投资成本,3台空压机只选用一台主调速主机,其余两台空压机主回路不改动,采用两台工频+1台变频组合联控模式。
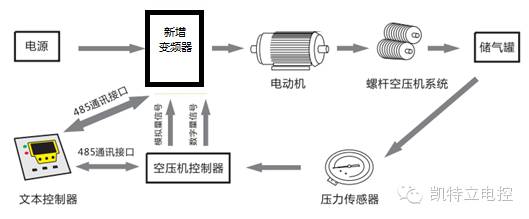
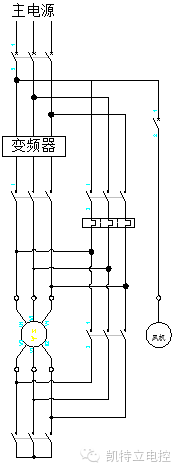
1#空压机变频改造原理
2、PLC联控柜及配置

PLC联控柜配置清单 |
序号 | 名称 | 型号 | 单位 | 数量 | 厂家 |
1 | 控制柜 | 500*600*200 | 台 | 1 | 昆产优质 |
2 | PLC | S7200-SMART | 台 | 1 | 西门子 |
3 | 模拟输入模块 | EM AI04 | 台 | 1 | 西门子 |
4 | 触摸屏 | TPC-7062TI | 台 | 1 | 昆仑通态 |
5 | 低压电器 | 微端、中继 | 批 | 1 | 施耐德 |

联控柜内元件一览
3、变频柜配置清单
|
序号 | 名称 | 型号 | 单位 | 数量 | 厂家 |
1 | 控制柜 | 800*2200*800 | 台 | 1 | 昆产优质 |
2 | 变频器 | MD500 200KW | 台 | 1 | 汇川 |
3 | 低压电器 | 微端、中继 | 批 | 1 | 施耐德 |

变频柜布置示意图
4、系统开机画面

三、参数设置画

1、独立运行模式
1#、2#、3#空压机独立工频运行(与改造前一致);
1#空压机变频恒压,2#、3#空压机工频运行;
2、联控运行模式
1#、2#、3#空压机联控工频运行,根据当前压力低/高自动启/停空压机组;
1#、2#、3#空压机根据运行时间(可设定)自动轮换功能;
1#、2#、3#空压机故障报警自动退出;
1#空压机选择为变频运行时,2#、3#空压机联控工频运行,根据当前压力低/高实现自动启/停;
1#空压机自动休眠/唤醒(压力达到且只有1#空压机变频运行且当前频率小于25HZ时延时休眠,反之唤醒;
3、运行参数显示
运行时间
排气温度
排气压力
空压机加载/卸载
空压机故障
变频/工频运行
4、故障报警
空压机组故障
变频器故障
超压报警
失压报警
四、用户反馈:
系统自运行以来,用户反应操作简单,压力控制稳定,空压机空载时间明细减少,节能效果显著,达到预期改造目的。
