自动称重配料系统控制柜
自动称重配料系统控制柜
- 产品详情
- 产品参数
随着科学技术的日新月异,生产过程自动化程度要求越来越高,原有的生产配料装置远不能满足当前高度自动化的需要。减轻劳动强度,保障生产的可靠性、安全性,降低生产成本,减少环境污染、提高产品的质量及经济效益是企业生产必须面临的重大问题。
目前电子称重配料控制系统已广泛应用于建材、饲料、化工、冶金、食品等多种行业中。它集自动控制技术、计量技术、传感器技术、计算机管理技术于一体的机电一体化系统;具有重量值数字显示、过程画面动态显示、配方修改管理、配料速度快、控制精度高等优点,采用上位计算机完全屏上控制系统,具有配料数据自动存储、配料过程清单查询和班、日、月、年报表统计及打印等功能。
系统采用开放的控制方式,兼容性强,开放的数据库,通过以太网可接入厂级局域网,可实现管控一体化。
•基本介绍
整个系统可以在多种行业实现物料的自动配料及控制。
一、系统优势:
1、整个系统采用集散型结构,开放性好、易于
扩展、性能稳定可靠。结构模式:“上位计算机+PLC系统+固体配料控制仪表”,各部分设备的连接采用RS485现场总线,结构简单、可靠。
2、计算机监控管理功能强大、实时采集、及时显示运行工况及有关数据,画面形象逼真,动感强;
3、故障响应准确及时,可自动显示或打印故障时间、性质和地点,并进行声光报警;
4、控制模式可分为远程自动、本地自动、本地手动以及本地仪表控制等操作方式;
5、控制系统具有联锁保护功能;
6、为确保安全运行,系统对被测设备设置各种检测和保护功能;
二、工作原理:
上位机组态软件将操作人员的指令通过格式转化后传给PLC,由PLC控制现场设备(仪表及配料秤)来实现操作人员的意图。同样,指令执行结果,也是先由现场设备(仪表及配料秤)传送给PLC,再由PLC把数据传送到上位机,再由上位机转化成操作人员能够明白的表现形式(人机界面)。
三、本系统人机界面的具体功能有:
a.实时数据采集、显示、记录、报警
b. 设备状态显示、报警
c. 喂料参数的手动和自动调整
d. 实时曲线、历史曲线
e. 系统邦联自诊断功能

二、配料系统主要功能说明
1、实现手动操作和自动控制配料功能;
2、美观实用的生产过程动态模拟,能显示实时的工作状态和
每种物料的目标重量、实际重量及误差值;
3、存贮配方预置,可随时进行配方调用、修改、删除和查询;
4、每批配料数据的历史记录保存,可随时对产量及耗料进行
班、日、月、年报表统计、查询和打印;
5、在配料过程中,具有缺料自动报警,并可在线人工更换装有
相同物料的仓号;
6、具有操作员权限管理、现场管理和网络化的远程服务等功能;
7、采用进口工业计算机(DL)作为上位机监控系统,
配以RSview监控组态软件,保证系统的稳定性、
可靠性、长期性。
8、整个系统均为人机对话模式,操作简单易用,维护方便;
9、可实现远程管理,控制室的计算机可与总经理室的计算机联网。
总经理室内可实时查看生产情况和生产报表。
10、采用变频器控制下料,可提高配料精度,从而提高产品的
质量和稳定性。
三、部分功能操作说明
•1、手动/自动控制
配料系统画面设有工作状态显示,在不配料或配料暂停状态下,可以人工随意地开启配料绞龙,但每次只能开启一台绞龙。在画面上只需鼠标点击对应的料仓下料绞龙电机,弹出对话框,即可操作电机开/停。在配料过程中,手动操作无效。
•2、物料定义
点击[物料定义]按钮,打开物料定义画面,按照所有配方原料名进行填写,便于耗料统计。
•3、配方设置
在配料之前,必须进行配方设置,点击[配方设置]按钮,
弹出配方设置画面。配方设置画面有下列几个参数填写:
仓号:装有待配料的原料仓编号;在配料控制中,系统自动根据选定仓号打开电机绞龙进行配料。
物料名:填写对应仓号的原料名称,可以是中文、英文或数字等,但必须与[物料定义]表中名称一致。
目标重量值:配方中各种原料所需达到的重量值(Kg),也可以说理论值。
快加提前量:也就是变频量,启动时,变频器快速加料,当该仓的实际重量距离目标设定重量还剩此值时,变频器由高频变为低频,进入慢速配料状态。该值的
大小根据实际调整,太大,会降低配料速度;太小, 容易过冲,从而降低配料精度.
慢加提前量:也就是落差值,配料绞龙停止时落到秤
斗中的物料值。该值的大小根据实际调整,太大,
会使配料实际重量值偏少;太小,会使配料实际重量值偏多。
•4、选择配方
点击[选择配方]按钮,弹出预先设置的配方名,选择所需要配料的配方名,按[确认]即可。•5、调入配方
点击[调入配方]按钮,弹出输入配方名对话框,人工输入所需要配料的配方名,按[确认]即可。
•6、保存配方
当配方修改后,需要保存到当前配方名或另存为其它配方名,点击[保存配方]按钮,弹出输入配方名对话框,初始值为当前配方名,按[确认]即可保存到当前配方名;如另存为其它配方,人工输入配方名,按[确认]即可另存为其它配方名。
•7、删除配方
点击[删除配方]按钮,弹出确认提示对话框,按[确认]即可删除当前显示的配方号。•8、下载配方
点击[下载配方]按钮,即可将当前选择的配方参数下载到PLC,提示显示“配方已下载……”。配料生产前,都要下载所选配方名参数,否则系统按上一次的配方配料。
•9、参数设置
配方设置完后,需要设置配料控制参数。点击[参数设置]按钮,打开控制参数设置画面,按生产要求设置参数:
•生产批量:设置当前要自动配料次数。•混合时间:设置配料需搅拌混合时间值,有添加剂时以接收到添加结束应答信号开始计时,无添加剂时以放料秤门关到位时开始计时。•混合机放料时间:混合机开门卸料时间,即从接收到开门到位信号开始计时,时间结束即自动关闭料门。
•发添加信号时重量值:即卸料后重量值小于等于设定值时,发出添加小料信号。当设定值为零时,表示无添加加入;设定值不为零时,则通知现场加添加剂。•配料秤开门报警时间:即从发出卸料信号时开始计时,当达到设定时间,即发出卸料故障报警。•小料添加延迟时间:即从发出添加信号开始计时,当达到设定时间,即发出“小料添加无应答!”报警提示。
•零点附近值:即卸料后重量值小于设定值时,即视为零值,表示卸料结束,发出关闭卸料门。当设定值太大,容易导致卸料不完全就关闭料门;当设定值太小,则常常因为秤量斗内壁粘料而不能自动关门,导致卸料故障报警。•配料顺序:设置当前生产配方的下料顺序。设定值为“0”,表示该仓号物料不参与配料。
•10、中途退出
当所设定的生产批量尚未完成,但又需要终止当前配方号的配料,按[中途退出]按钮,按提示确认,系统配完当前批次,即可自动退出,并提示配料已完成。
•11、缺料换仓
当配料过程中,该仓号物料已配完,系统自动提示缺料报警。按[缺料换仓]按钮,弹出对话框,输入需更换的仓号,确定,再按[清故障]按钮,即可完成换仓,并进入自动配料状态。注:换仓后,须更改配料顺序。将缺料仓设为0,新更换的仓号设为与原来的顺序一致,便于报表统计。
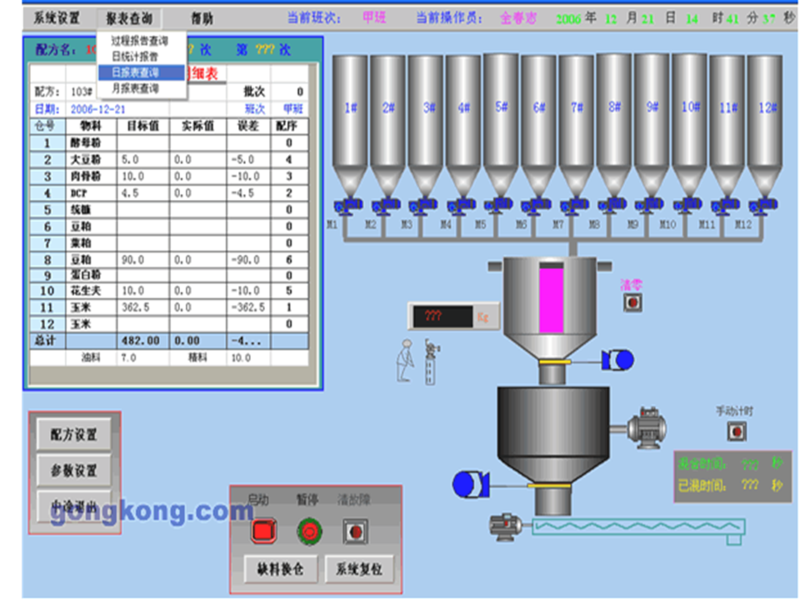
•12、实时显示每批配料过程数据,如每种物料的目标值、实际值、误差值和总计值等。
13、按配方号、日期、班次等查询生产过程清单,便于了解生产情况和分析故障。
可进行页面设置、报表预览和报表打印等。
•14、日统计报告清单
可按配方号、日期、班次等查询。查询结果显示当日生产总批量,所需物料和生产总量的理论值、实际值、误差值;同时显示当前查询配方号或班次的生产总批次和耗料清单等,可进行页面设置、报表预览和报表打印。
•15、日报表查询
可查询当天及以前的原料消耗及产量日报表,便于生产统计和管理,可进行页面设置、报表预览和报表打印
四、控制系统配置方案
•1、上位机单元
(1)硬件
上位机采用高品质的戴尔工控机:机箱IPC-610P,主板PCA-6003V,PⅢ/1G,1G内存,52X光驱,120GHDD硬盘,19"彩色显示器,USB/COM 通信接口。
•(2)软件
采用组态王组态软件。“组态王”是在PC机上建立工业控制对象人机接口的一种智能软件包,它以WINDOWS中文操作系统作为其操作平台,充分利用WINDOWS功能,图形界面较好。它能与PLC进行通讯,可读取I/O状态,发送I/O指令,具有报警、故障查询及打印功能。组态画面真实反映实时状态;工程设定及配方输入多样,适应工况能力较强。
而且软件设有不同的访问权限,可让不同权限的人操作不同的内容。
(3)软件开发
PLC控制程序设计,监控组态软件及统计报表设计。
•2、下位机单元
(1)可编程控制器
采用三菱公司生产的可编程控制器(PLC)FX系列,配置通信模块,根据实际控制要求,配置不同型号。
•(2)变频器及电气控制组件
采用丹佛斯公司生产的变频控制器,根据实际控制电机功率要求,配置不同型号。电气器件采用施耐德公司产品,配以开关厂生产的标准控制柜。•(3)称重传感器及称重仪表(如厂家原本已配有,为改造项目,可不选)
采用志美PT650或托利多Panther称重显示器,托利多或其它品牌称重传感器。
•3、触摸屏(可选件)
可代替上位计算机,进行配料流程显示、配方管理、系统操作等。因存储空间少,不能存储配料数据,没有报表查询、打印等功能。•通过现场调试及用户现场的使用情况来看,系统的可靠性高,操作简单,维护方便;配料控制精度高,不但保证了产品的质量和产量,同时又提高了电机设备的使用寿命,降低设备维修成本,为企业创造良好的经济效益。